
用电动机做无动力主轴,高级工程师教你怎么研制一台车铣复合机床
复合加工是实现“工业4.0”的首选技术。在世界机床制造和机械加工领域,复合加工技术正以其独特的魅力被逐渐重视并应用于实践中。我公司自主研发TS40车铣复合机床(见图1),其为双主轴、双刀塔对称布局,配备大容量自动装料系统和双抓手弹出机构, 可同时进行零件的两面自动加工;实现了集成化以及车铣复合加工和物流传送自动化,便于集合成线,成为加工单元、自动化工段、自动化车间等,提高了生产效率,减少了人力和体力劳动。

图1
与普通卧式数控机床相比,TS40车铣复合机床的显着特点是: ① 零件加工精度高、效率高, 并具有叠加效应。② 占地面积小, 多工序、多工位集约化,实现了零件短加工循环,机床的功率充分被利用,减少了效耗,是绿色机床制造的发展方向之一。
1. 机床的结构布局和模块化设计
该机床采用平行对称双主轴、双刀塔结构。其底座与床身为一体,床身采用矩形结构,导轨全部是滚柱式直线滚动导轨,采用*FANUC数控系统。两主轴都采用内置式高低速双绕组α200L/主轴电动机,功率为15/22kW,线圈的切换可实现低速大转矩、高速大功率;进给轴皆使用α型交流伺服电动机,驱动转矩大,滚珠丝杠进行预拉伸安装,定位精度高。机床两电主轴左、右平行对称排列,两主轴均配有C轴,C轴分度精度为0.001°。动力刀塔采用左右对称布局型式,独立的Y轴结构,非合成轴,使加工能力更精更强;其驱动动力为内藏式电动机,结构紧凑、体积小,刀位数为12工位,每工位都可以配装BMT65型刀座,即包括直柄、直角、直角后缩及其他特殊结构刀座等。该BMT型刀座刚性好、切削力大、重复精度高。机床产品设计结构如图2所示。
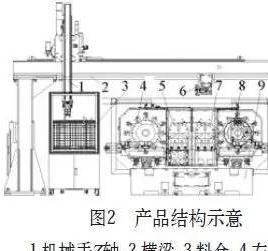
机床整体布局合理, 维修与操作方便。两电主轴配装φ 254mm中空动力卡盘,最高转速4 500r/min。动力刀塔刀柄规格为BMT65,动力刀具最高转速6 000r/min,功率5.5/7.5kW,相邻刀具换刀时间0.35s,重复定位精度4s。桁架式机器人自动上下料,机械手装置完成零件的取放、装卸、翻转及交换等动作,一次批量装料即可自动完成全部零件及工序的加工,实现24h无人值守。
应用模块化设计理念, 总体规划设计机床的结构配置,从机床的功能结构和各轴运动组合入手,按功能和安装配置方式,划分为不同的大小设计模块,整体实现复杂的机械、电气、液压的匹配。内置电动机主轴和内置电动机刀塔是两个主要的功能模块。通过各功能模块的组合,可构成不同功能的机床。扩展成一组机床公用一个床身,可以在机床内部实现零件工序之间的转接。
2. 机床的关键技术及特点
( 1 ) 电主轴。该车铣复合机床配置的是高低速双绕组15/22kW的主轴电动机(见图3),无论是低速重切削,还是高速精加工,均可实现广域稳定输出。
该电主轴特点是装配维修方便。当装拆转子时,只要拧紧松开转子两端锁紧锥套8、9上的6个螺钉即可。因为转子内套材料为,两端直径较薄,有较好的弹性,锁紧锥套一端开有6条均布的槽,通过锁紧锥套的弹性变形收缩使转子内套两端紧紧抱在主轴上,主轴与电动机转子就成为刚性一体。关于该电主轴结构设计、主要技术参数的确定、定子和转子的热装配、动平衡的方法、温控技术与密封技术等,在此不再细述。
(2)动力刀塔。我公司研制的十二刀位动力刀塔结构如图4所示,装刀方式为星型布置,配BMT65型刀座,刀座刚性好、切削力大、精度高。无论换刀和铣削,驱动动力都来自同一内藏电动机,当刀盘需变换刀位时,在油压的作用下,鼠牙三齿盘松开(鼠牙三齿盘由锁紧齿盘、定位齿盘和转动齿盘组成,每个齿盘均为24齿),气缸推动齿轮12右移,与齿轮组啮合,其齿轮速比为1∶12,经传动轴带动齿轮5转动,而齿轮5与鼠牙三齿盘转动齿盘、刀盘联为一体,即刀盘转动换位指定刀位后,通过鼠牙三齿盘锁紧齿盘的移动实现刀盘的锁紧。当气缸推动齿轮12左移,与齿轮11咬合,齿轮11与电动机转子主轴是一体,电动机的转动通过螺旋伞齿轮以相同的速度带动动力刀座上的刀具转动,对工件进行铣、钻、攻螺纹等的加工。使用室温同调型油冷机,对内置电动机的发热进行冷却。
(3)桁架式机械手。该机床采用三轴机械手系统,主梁采用滚轮式传动方式,支撑梁与导轨设计成一体结构。通过特殊设计的双爪机械手实现零件的取放和更换,而零件的翻转通过翻转手爪来完成。机械手拥有大容量料仓(见图5),对零件毛坯机成品进行集中统一管理,自动存放,一次装料可满足4h以上的连续工作。
图5 机械手料仓
3. 机床的优势
TS40系列车铣复合机床可保障工艺实施,确保稳定的加工装配精度。
在对机床热变形的控制方面,采用经过时效变形小的矩形整体床身,可将机床重心移至床身之处范围内,降低床身特有的复杂扭曲变形和切削的振动。主轴前轴承采用发热少的角接触高速轴承,加大主轴直径,提高了刚性, 减少了变形和延伸, 有效减少了热变形。主轴箱形状为左右对称构造,床身的装配面同X方向,工件和刀具的相对变形小。各轴的丝杠支出均采用“预紧+两端”支持方式,减少了丝杠系统的热变形。切屑和切削油回收路径同床身分离,避免了切削热量的直接传递。
在提高精度方面,导轨采用滚柱式线规,可提高重车削时的定位精度,主轴采用磁阻式编码器,提高了主轴的C轴精度,让伺服电动机在低速时更平滑。
在提高可靠性方面,运动环节采用光电开关进行信号的反馈和确认,不会发生机械破损的危险;配置刀具检测装置,防止由于刀具安装错误导致的碰撞;机械手和机床采用联动报警及协同工作。
本产品操作十分方便。配置的机械手可实现无人化操作,同时设有气密压力检测系统,可以自动检测卡盘所装卸工件准确限位的密着性,确保零件可靠装夹。通常, 密着度超出0.03mm时,则将进行装载再试或显示报警。图6所示为机床气压式着座确认装置。夹持零件的卡盘与操作者正向面对,缩短了零件加工准备时间,并可轻松作业。控制元件集中在设备后面,并设有自动门,方便观察及维护。
4. 结语
高精复合数控机床作为现代制造业的主要加工设备,能大幅缩短零件的加工周期、减少装夹时间,有力地支持零件库存准时制造(JTF)的实施;同时用电动机做无动力主轴,减少工件安装次数,避免安装误差,有利于提高加工精度、稳定性和可靠性。
以、汽车、航空航天为代表的行业对高速、高精、高效复合加工机床需求旺盛,我国沿海地区众多模具、机械行业每年都需要大量的高效自动化设备来提高效率、降低生产成本, 满足企业的生产需要。TS40系列车铣复合机床具有多项自主知识产权,精加工圆度达1.2μm、表面粗糙度值达Ra=0.4μm,完全可以替代进口,因此该产品在国内市场具有广阔的应用前景。








- 1vivo X200 Ultra 舍弃一英寸主摄?传闻中的蓝厂超大杯影像详解
- 2东风悦达起亚k3报价及图片,供了多种动力选择,以满足不同消费者的需
- 3你的幸福是我们最好的礼物,有时候,最好的礼物并不是一件物品,而是一
- 4传祺gs4和哈弗h6哪个好,外观风格迥异,挑来挑去真是让人头疼
- 5怎样避免冬天刷车冻,只要咱们掌握了应对技巧和预防措施,这些问题还
- 6丰田车suv全部车型,它不仅继承了丰田的品质,还融入了流行的设计元
- 7登陆页面(腾达路由器)路由网,一定要在浏览器的地址栏中仔细输入IP
- 8什么能让厚冰快速化掉,这方法成本低,操作简单但得注意,别撒太多
- 9冬天刷车应该注意什么,不管哪个季节,洗车高峰期去洗车都是这么个情
- 10洗车店冬天怎么才不冻,在路上遇到这种情况,那可就太危险了
- 11用不了5年,增程汽车就不吃香了?不是瞎扯,3大理由超实在!
- 12国家级寒潮预警确定升级,超大范围雨雪在扩大!权威预报:局部特大暴雪
- 13suv销量排行榜前十口碑最好品牌,其产品线丰富,覆盖多个细分市场
- 14汽车保养口诀,要是为了省钱就忽略了保养,那车辆出问题的几率可就大
- 15REDMI K80 Pro影像对标小米15 产品经理:除了徕卡 能给的都给了

推荐



最新标签
 (24小时内及时处理)
(24小时内及时处理)